

Timeline Labonovum - from idea to product

circularity
The most important directions for circularity were:
- reusable parts
Most of the parts used within the new Ser-Col device can either be reused or being shredded and reused within the process of plastic moulding. This is still part of investigation. - biological degradable material
In close consultation with Orange Plastics a study will start towards the use of biological degradable plastics and plastic moulding. This process dependents on the type of mould that will be used for the production of the Ser-Col device.
The new Ser-Col device is officially delivered by Alskar Design
- prototyping
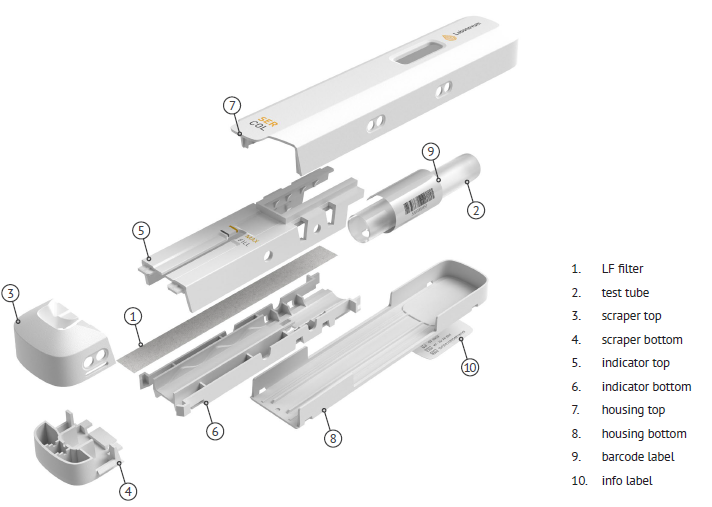
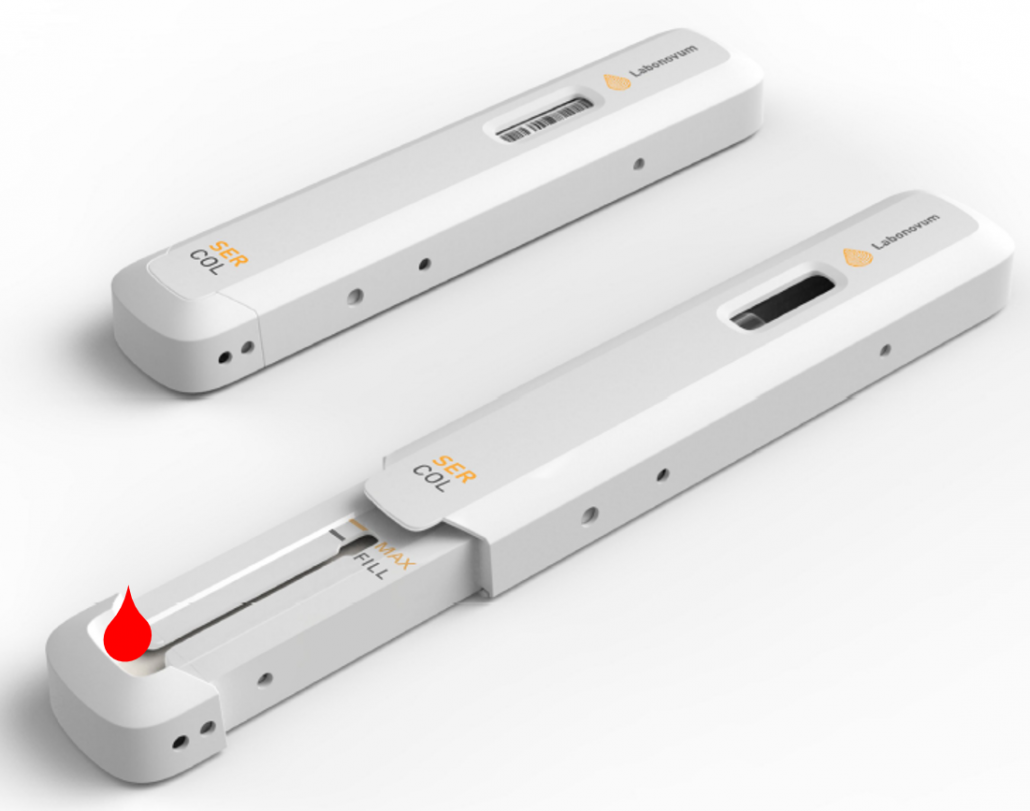
In this important fase of the design both the criteria for patient friendliness, automated processing and circularity comes together. - Designing the new Ser-Col device
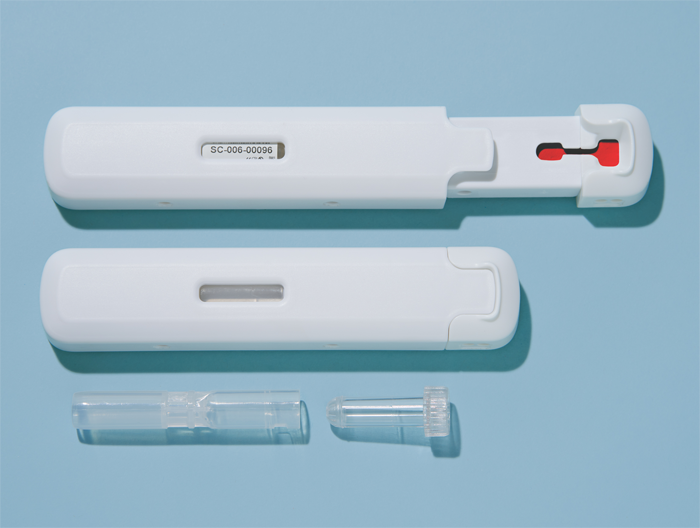
Finally a concept is chosen in which the user has to open the Ser-Col by sliding the LF paper containing part out of the outer housing. Blood from a fingerstick can be transferred to the Ser-Col device by scraping off the finger. The indicator level “MAX FILL” indicates when the correct amount of blood is collected. After closing the Ser-Col it is ready for transport to the laboratory by regular postal services.
CO2 reduction by circularity
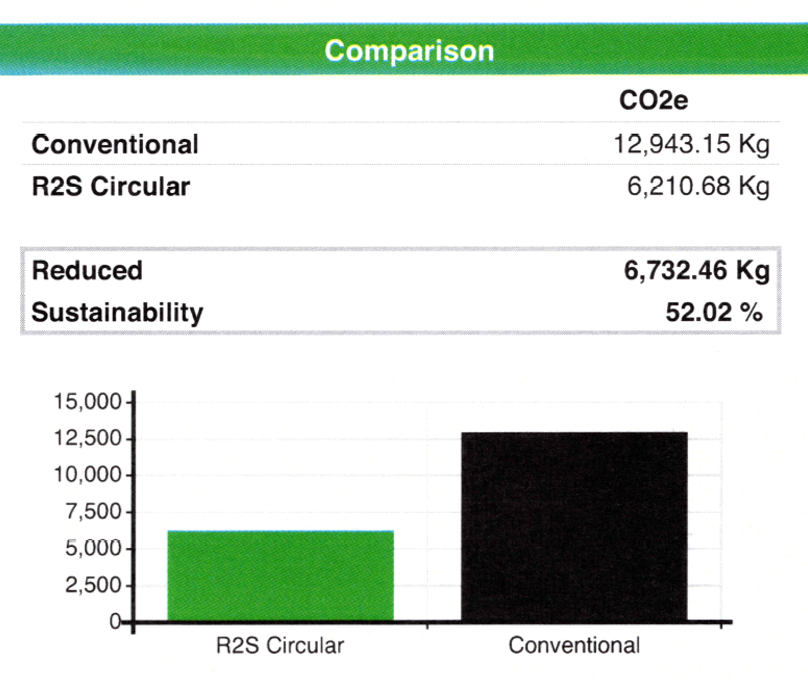
After processing at the laboratory, parts of Ser-Col can be re-used. This so-called return to sender (R2S) process will give a CO2 reduction of more than 50%. Click here to see the CO2 reduction calculation sheet.
Ser-Col Mold production is Finished
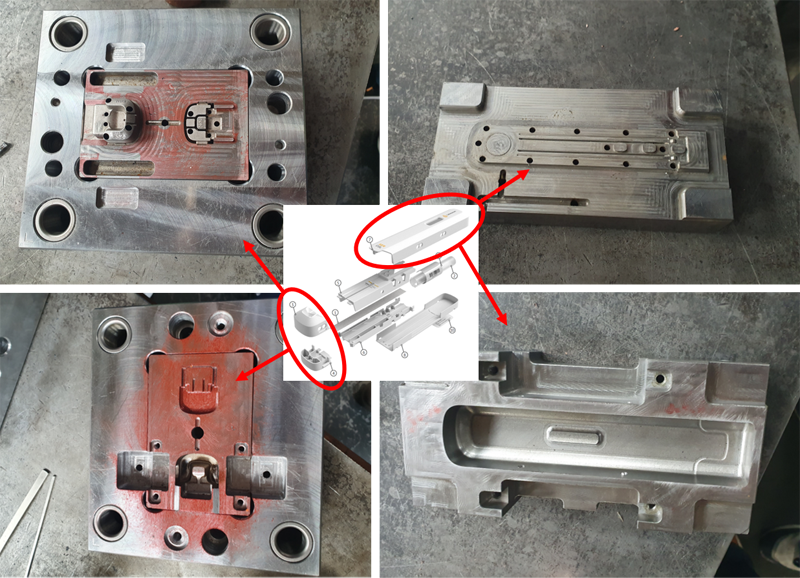
The 7 different parts of Ser-Col are being produced by plastic molding. Liquid plastic is injected under high pressure and high temperature into a steel mold (see pictures). After fast cooling by so-called cooling channel the mold is opened and the plastic parts are released from the mold. After closing, the mold is ready for the next molding step.
The “first out of tools” (FOTs)

The “first out of tools” (FOTs) is the first production from the mold. With these FOTs we have determined the position of the fill level indicator. The fill level indicator is an opening in the Ser-Col just above the LF paper. Once the blood flows through the fill level indicator, the collected amount of blood is sufficient for testing. Some other minor changes were applied for an optimal automated Ser-Col processing in SCAUT.
The second out of tools
The second out of tools have arrived! The coming months these Ser-Cols will be tested extensively in both patient user friendliness as well as automated processing by SCAUT.
Labonovum has received the first SCAUT (Ser-Col AUTomation) from Blok System Supply (BSS).

The last 18 months both Labonovum and BSS has worked intensively on the development of a dried serum spot automated processing solution. From stable dried serum on lateral flow paper to liquid serum in less than 30 seconds!
The coming months will be used to validate SCAUT for processing of dried serum spots for infectious diseases, such as corona.
750 Scaut devices

First 750 SCAUT devices received from Yerevan State Medical University and processed with the SCAUT.
650 SCAUT devices

First 650 SCAUT devices received from Centre Hospitalier Université Montpellier and processed with the SCAUT.
First scientific publication Ser-Col in Acta Tropica – Elsevier
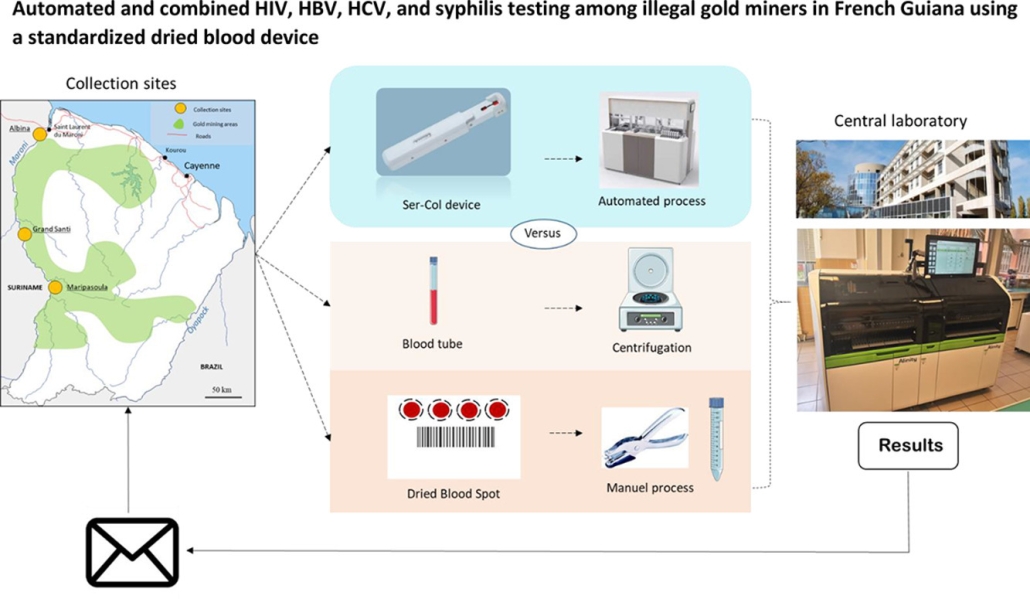
We are pleased to announce the publication ‘Automated and combined HIV, HBV, HCV, and syphilis testing among illegal gold miners in French Guiana using a standardised dried blood device’ in the journal Acta Tropica.
In this publication, Professor Edouard Tuaillon of the Institute of Molecular Genetics of Montpellier (Institut de Génétique Moléculaire de Montpellier (IGMM)) describes the use of the Labonovum Ser-Col blood collection device in comparison with plasma results and DBS results in a study of HIV, HBV, and syphilis among illegal gold miners in French Guiana.
The researchers established a complete concordance of Ser-Col and DBS results for HIV diagnosis compared with plasma results. Ser-Col facilitates large-scale surveys and improves testing of populations living in remote areas.
Interested in reading the entire publication:
https://authors.elsevier.com/c/1g6WL,2UvtImB
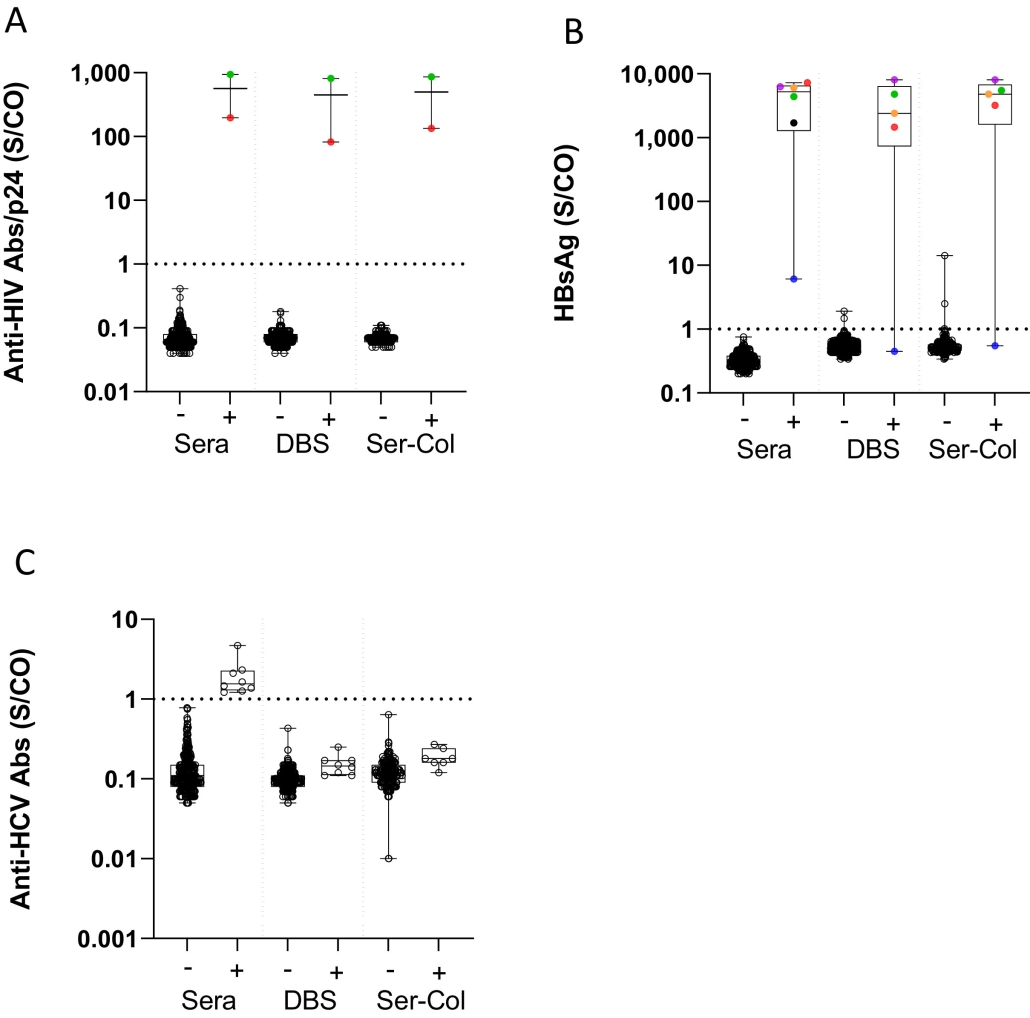
Caption: Results of HIV, hepatitis B and hepatitis C testing on Ser-Col and DBS samples. A) Results of HIV testing in Ser-Col samples and dried blood spot (DBS) according to HIV status in sera. B) Results of HBsAg testing in Ser-Col samples and dried blood spot (DBS) according to HBsAg status in sera. C) Results of hepatitis C antibody testing in Ser-Col samples and dried blood spot (DBS) according to anti-HCV status in sera. All samples tested positive for anti-HCV antibodies were negative for HCV RNA.
![]()
Caption: Anti-treponemal antibody results in Ser-Col and Dried Blood Spot samples. A) Anti-treponemal antibodies in Ser-Col samples and dried blood spot (DBS) according to syphilis serological status in plasma; dotted line: threshold of the manufactuer; solid line: optimized threshold for Ser-Col and DBS samples. B) Receiver operating characteristic curve (ROC) evaluating anti-treponemal antibody detection in Ser-Col samples. C) ROC evaluating anti-treponemal antibody detection in DBS samples.

{kind=link}